Inspect the inner sides and bottom of hollow objects simultaneously with Opto Engineering’s HC 360° hypercentric lenses.
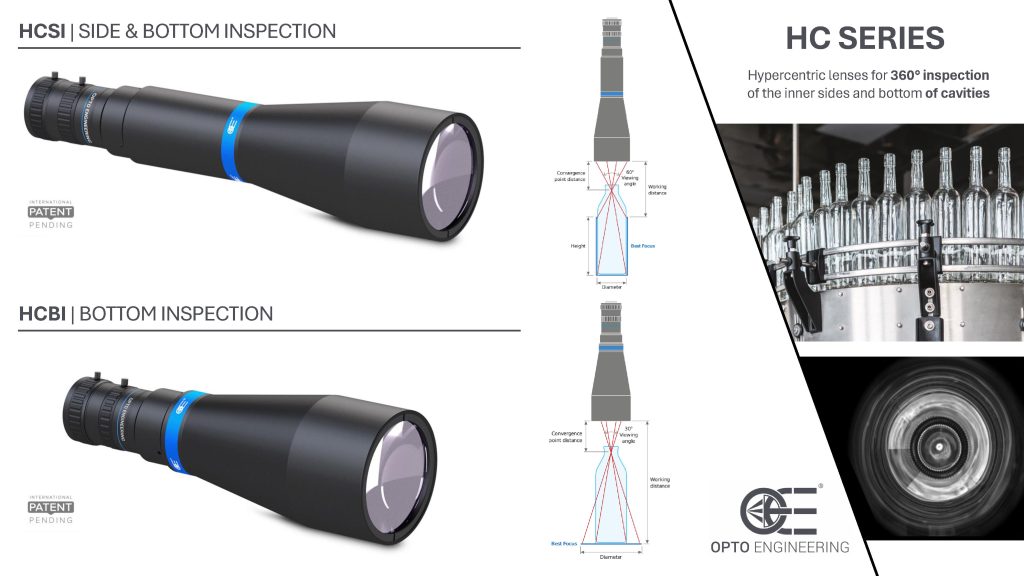
HC 360° hypercentric lenses – Courtesy Opto Engineering
The optical path of the rays pass through the narrow openings of hollow objects (pipes, bottles, cans, vials, etc.) without the need to rotate an object, use a probe, or use multi-camera configurations. HC hypercentric lenses are used in diverse inspection applications including beverage, pharmaceutical, and cosmetics industries.
Courtesy Opto Engineering
See landing page for all 8 members of the Opto Engineering HC family
…including part number, image circle size and sensor pairings, FOV, and spec sheet links. And corresponding quote-request links.
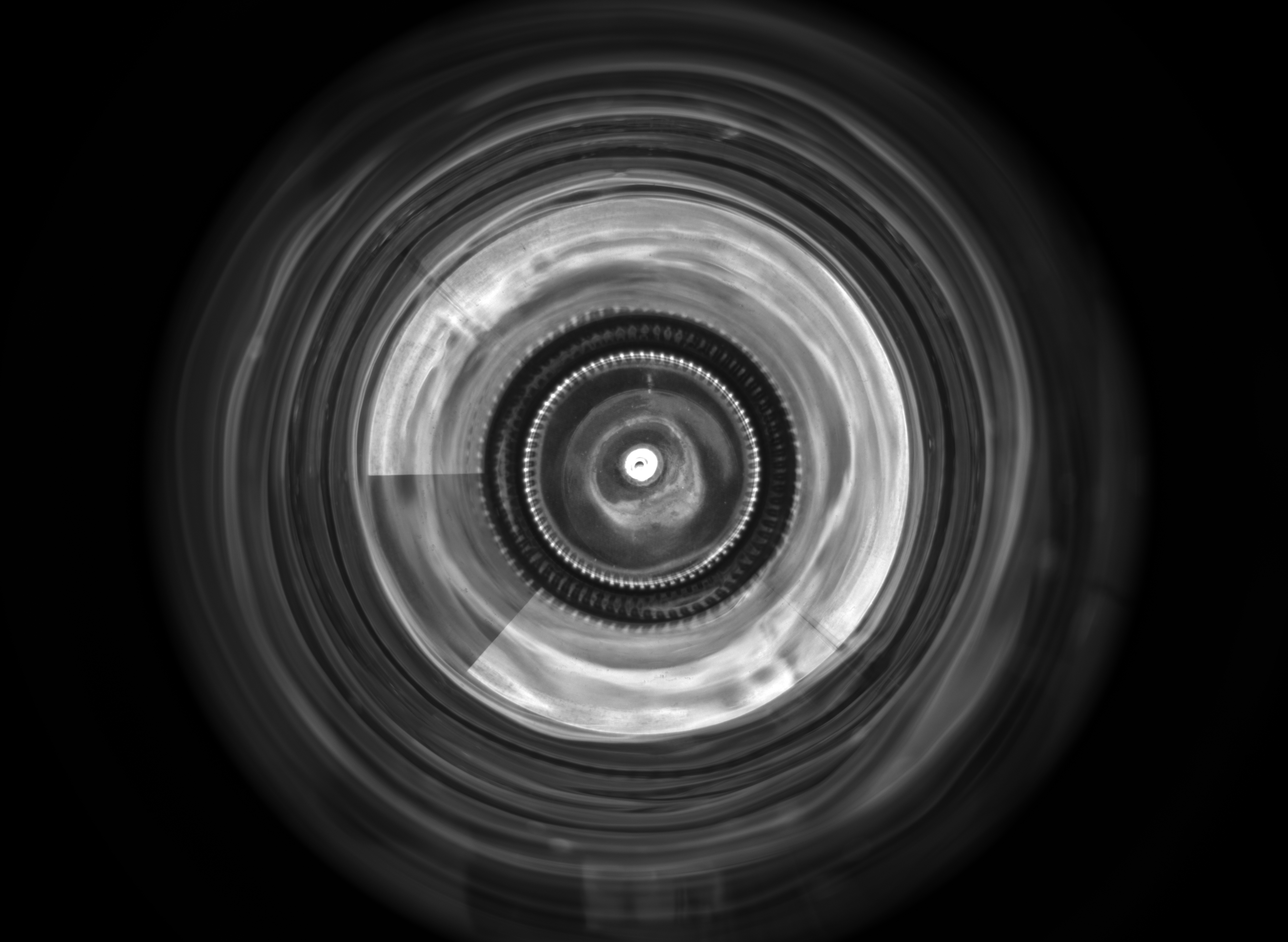
Example of a glass bottle inspections with HCSI lens – Courtesy Opto Engineering
IF one didn’t know about 360° hypercentric lenses…
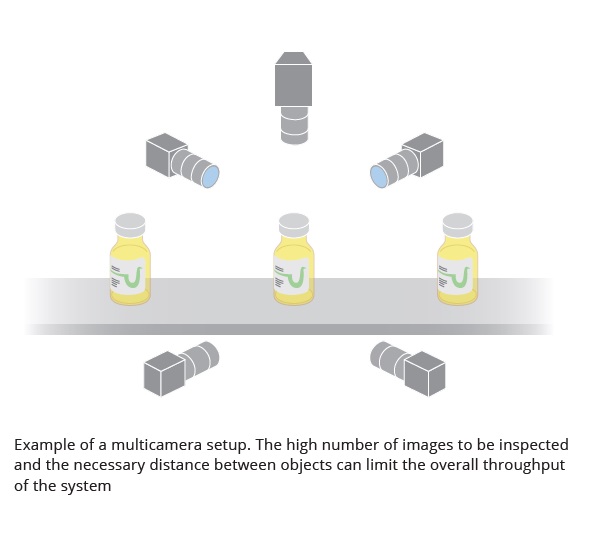
… one might attempt a muti-camera or line scan solution. But there are drawbacks to each of those approaches.
Drawbacks of a multicamera solution – Courtesy Opto Engineering
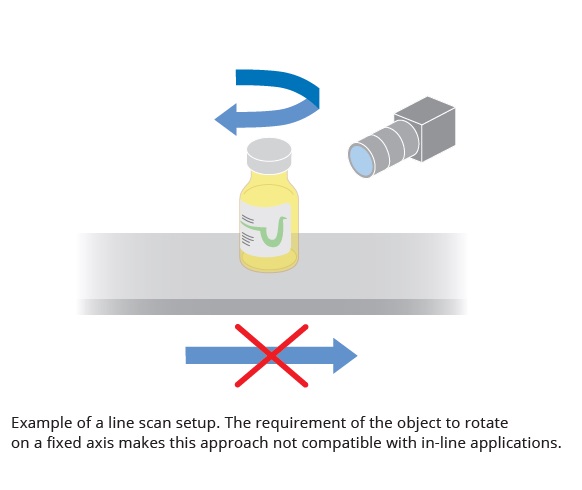
OK, what about linescan? Linescan is know to be good for high resolution images of elongated objects. Yes, but one would need a separate camera for each of the sides vs. the bottom of the object. Most significant, however, is the requirement for motion essential to a linescan design, as the camera or object must rotate to expose all “slices”, while the object is concurrently progressing down the line.
Linescan continuous motion requirement not compatible with 360° view requirement – Courtesy Opto Engineering
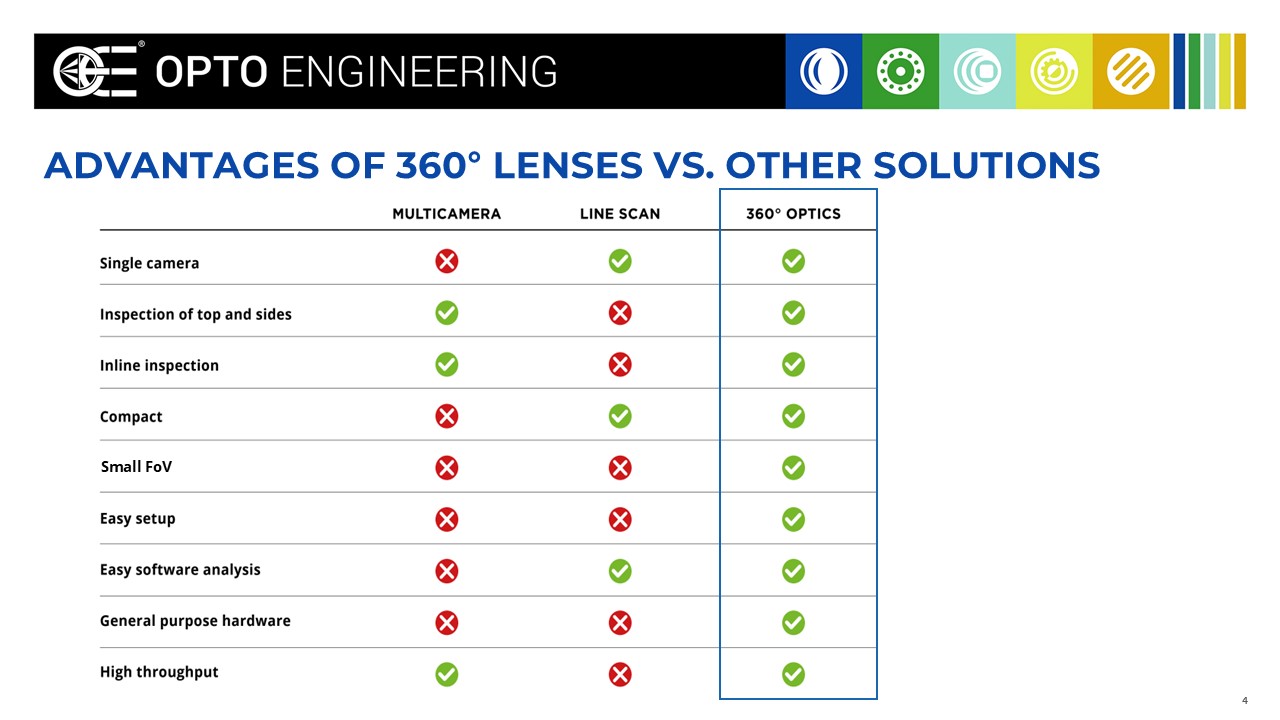
Opto Engineering 360° lenses check all the boxes
Since line scan really isn’t a solution, and a multicamera approach is complex at best, for comprehensive inspection of the inner sides and bottom of hollow objects, these Opto Engineering 360° lenses offer an attractive solution.
About you: We want to hear from you! We’ve built our brand on our know-how and like to educate the marketplace on imaging technology topics… What would you like to hear about?… Drop a line to info@1stvision.com with what topics you’d like to know more about.
New interface options arrive so frequently that trying to keep up can feel like drinking water from a fire hose. While data transfer rates are often the first characteristic identified for each interface, it’s important to also note distance capabilities, power requirements, EMI reduction, and cost.
Which interfaces are we talking about here?
This piece is NOT about GigE Vision or Camera Link. Those are both great interfaces suitable for medium to long-haul distances, are well-understood in the industry, and don’t require any new explaining at this point.
We’re talking about embedded and short-haul interface considerations
Before we define and compare the interfaces, what’s the motivation? Declining component costs and rising performance are driving innovative vision applications such as driver assistance cameras and other embedded vision systems. There is “crossover” from formerly specialized technologies into machine vision, with new camera families and capabilities, and it’s worth understanding the options.
Alvium camera with FPD-Link or GMSL interface – Courtesy Allied Vision Technologies
How shall we get a handle on all this?
Each interface has standards committees, manufacturers, volumes of documentation, conferences, and catalogs behind it. One could go deep on any of this. But this is meant to be an introduction and overview, so we take the following approach.
Let’s identify each of the 4 interfaces by name, acronym, and a few characteristics
While some of the links jump to a specific standard’s full evolution (e.g. FPD-Link including Gen 1, 2, and 3), per the blog header it’s the current standards as of Fall 2024 that are compelling for machine vision applications: CSI-2, GMSL2, and FPD-Link III, respectively
Then we compare and contrast, with a focus on rules of thumb and practical guidance
If at any point you’ve had enough reading and prefer to just talk it through:
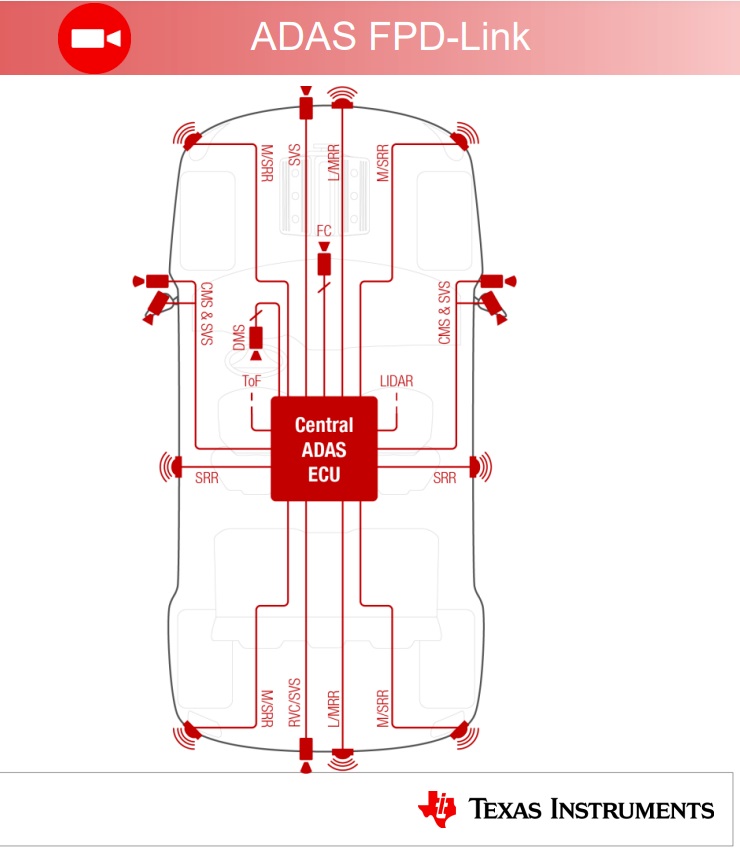
FPD-Link has subsequently become widely adopted in the automotive industry, for backup cameras, navigation systems, and driver-assistance systems. FPD-Link exceeds the automotive standards for temperature ranges and electrical transients, making it attractive for harsh environments. That’s why it’s interesting for embedded machine vision too.
GMSL2 – Gigabit Multimedia Serial Link
GMSL – Courtesy Analog Devices
GMSL is widely used for video distribution in cars. It is an asymmetric full duplex technology. Asymmetric in that it’s designed to move larger volumes of data downstream, and smaller volumes upstream. Plus power and control data, bi-directionally. Cable length can be up to 15m.
CSI-2 – Camera Serial Interface (Gen. 2)
CSI-2 registered logo – Courtesy mipi alliance
As the Mobile Industry Processor Interface (MIPI) standard for communications between a camera and host processor, CSI-2 is the sweet spot for applications in the CSI standards. CSI-2 is attractive for low power requirements and low electromagnetic interference (EMI). Cable length is limited to about 0.5m between camera and processor.
USB – USB3 Vision
USB3 Vision registered logo – Courtesy Association for Advancing Automation
USB3 Vision is an imaging standard for industrial cameras, built on top of USB 3.0. USB3 Vision has the same plug-and-play characteristics of GigE Vision, including power over the cable, and GenICam compliance. Passive cable lengths are supported up to 5m (greater distances with active cables).
Compare and contrast
In the spirit of keeping this piece as a blog, in this compare-and-contrast segment we call out some highlights and rules-of-thumb. That, together with engaging us in dialogue, may well be enough guidance to help most users find the right interface for your application. Our business is based upon adding value through our deep knowledge of machine vision cameras, interfaces, software, cables, lighting, lensing, and applications.
CABLE LENGTHS COMPARED(*):
CSI-2 is limited to 0.5m
USB3 Vision passive cables to 5m
FPD-Link distances may be up to 10m
GMSL cables may be up to 15m
(*) The above guidance is rule-of-thumb. There can be variances between manufacturers, system setup, and intended use, so check with us for an overall design consultation. There is no cost to you – our sales engineers are engineers first and foremost.
BANDWIDTH COMPARED#:
USB3 to 3.6 Gb/sec
FPD-Link to 4.26 Gb/sec
GMSL to 6 Gb/sec
CSI-2 to 10 Gb/sec
(#) Bandwidth can also vary by manufacturer and configuration, especially for MIPI and SerDes [SerializerDeserializer], and per chipset choices. Check with us for details before finalizing your choices.
RULES OF THUMB:
CSI-2 often ideal if you are building your own instrument(s) with short cable length
USB3 is also good for building one’s own instruments when longer distances are needed
FPD-Link has great EMI characteristics
GMSL is also a good choice for EMI performance
IF torn between FPD-Link vs. GMSL, note that there are more devices in the GMSL universe, so that might skew towards easier sourcing for other components
About you: We want to hear from you! We’ve built our brand on our know-how and like to educate the marketplace on imaging technology topics… What would you like to hear about?… Drop a line to info@1stvision.com with what topics you’d like to know more about.
Short Wave Infrared (SWIR) imaging enables applications in a segment of the electromagnetic spectrum we can’t see with the human eye – or traditional CMOS sensors. See our whitepaper on SWIR camera concepts, functionality, and application fields.
Until recently, SWIR imaging tended to require bulky cameras, sometimes with cooling, which were not inexpensive. Cost-benefit analysis still justified such cameras for certain applications, but made it challenging to conceive of high-volume or embedded systems designs.
Enter Sony’s IMX992/993 SenSWIR InGaAs sensors. Now in Allied Vision Technologies’ Alvium camera families. These sensors “see” both SWIR and visible portions of the spectrum. So deploy them for SWIR alone – as capable, compact, cost-effective SWIR cameras. Or you can design applications that benefit from both visible and SWIR images.
Alvium configuration and interface options – Courtesy Allied Vision Technologies
Camera models and options first
The same two sensors, both the 5.3 MP Sony IMX992 and the 3.2 MP Sony IMX993, are available in the Allied Vision Alvium 1800 series with USB3 or MIPI CSI-2 interfaces. As well as in the Alvium G5 series with 5GigE interfaces.
And per the Alvium Flex option, besides the housed presentation available for all 3 interfaces, both the USB3 and CSI-2 versions may be ordered with bare board or open-back configuration, ideal for embedded designs.
The big brother IMX992 at 5.3 MP and sibling IMX993 at 3.2 MP share the same underlying design and features. Both have 3.45 µm square pixels. Both are sensitive across a wide spectral range from 400 nm – 1700 nm with impressive quantum efficiencies. Both provide high frame rates – to 84 fps for the 5.3 MP camera, and to 125 fps at 3.2 MP.
Distinctive features HCG and DRRS
Sony provides numerous sensor features to the camera designer, which Allied Vision in turn makes available to the user. Two new features of note include High-Conversion-Gain (HCG) and Dual-Read-Rolling-Shutter (DRRS). Consider the images below, to best understand these capabilities:
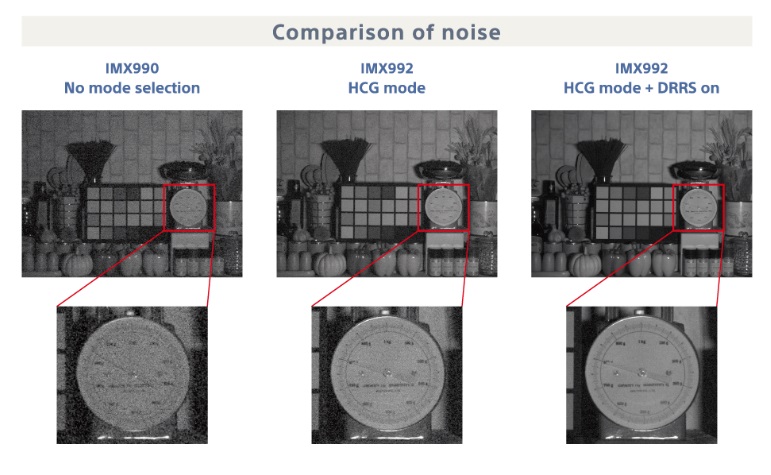
Illustrating the benefits of HCG and DRRS modes – Courtesy Sony
With the small pixel size of 3.45 µm, an asset in terms of compact sensor size, Sony innovated noise control features to enhance image quality. Consider the three images above.
The leftmost was made with Sony’s previously-released IMX990. It’s been a popular sensor and it’s still suitable for certain applications. But it doesn’t have the HCG nor DRRS features,
The center image utilized the IMX992 High-Conversion-Gain feature. HCG reduces noise by amplifying the signal immediately after light is converted to an electrical signal. This is ideal when shooting in dark conditions. In bright conditions one may use Low-Conversion-Gain (LCG), essentially “normal” mode.
The rightmost image was generated using Dual-Read-Rolling-Shutter mode in addition to HCG. DRRS mode delivers a pair of images. The first contains the imaging signal together with the embedded noise. The second contains just the noise components. The camera designer can subtract the latter from the former to deliver a synthesized image with approximately 3/4 of the noise eliminated.
Alvium’s SWaP+C characteristics ideal for OEM systems
With small Size, low Weight, low Power requirements, and low Cost, Alvium SWIR cameras fit the SWaP+C requirements. OEM system builders need or value each of those characteristics to build cost-effective embedded and machine vision systems.
About you: We want to hear from you! We’ve built our brand on our know-how and like to educate the marketplace on imaging technology topics… What would you like to hear about?… Drop a line to info@1stvision.com with what topics you’d like to know more about
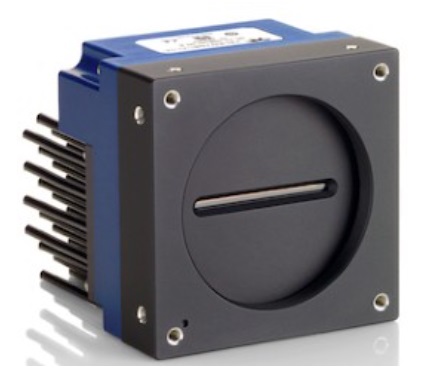
Some applications require line scan cameras, where the continuously moving “product” is passed below a sensor that is wide in one dimension and narrow in the other, and fast enough to keep up with the pace of motion. See our piece on area scan vs. line scan cameras for an overview.
Linea HS 9k BSI (NUV) / visible camera – Courtesy Teledyne DALSA
Visible spectrum as well as Near Ultraviolet (NUV)
The camera uses Teledyne DALSA’s own charge-domain CMOS TDI sensor with a 5×5 μm pixel size. In addition to the visible spectrum 400 nm – 700 nm, the sensor delivers good quantum efficiency to 300 nm, qualifying Near Ultraviolet (NUV) applications in the blue range as well.
Backside illumination enhances performance
Backside illumination (BSI) improves quantum efficiency (QE) in both the UV and visible wavelengths, boosting the signal-to-noise ratio.
Interface
The Linea HS 9k BSI camera uses the CLHS (Camera Link High Speed) data interface to provide a single-cable solution for data, power, and strobe. And Active optical cable (AOC) connectors support distances up to 100m. That avoids the need for a repeater while achieving data reliability and cost control. See an overview of the Camera Link standards. Or see all of 1stVision’s Camera Link HS cameras.
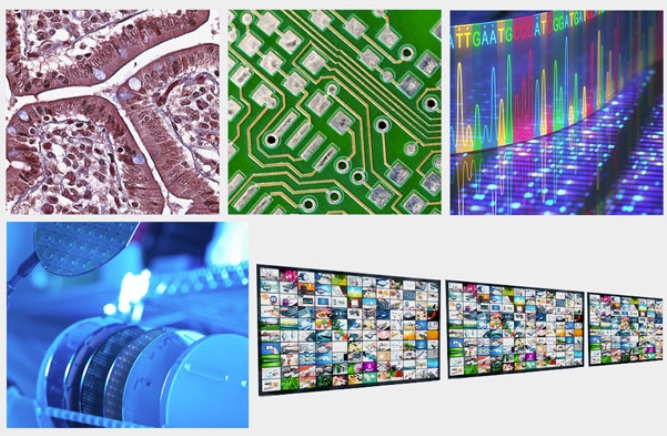
Applications
Delivering high speed high sensitivity images in low light conditions, the Linea 9k HS is used in applications such as:
PCB inspection
Wafer inspection
Digital pathology
Gene sequencing
FPD inspection
Linea 9k HS suitable for diverse applications – Courtesy Teledyne DALSA
Request a quote
The part number for the Linea HS 9k BSI camera is DALSA HL-HM-09K40H.
Teledyne DALSA’s Linea families have a variety of interfaces, resolutions, frame rates, pixel sizes, and options. So if the new model isn’t the right one for your needs, browse the link at the start of this sentence, or ask us to guide you among the many choices.
About you: We want to hear from you! We’ve built our brand on our know-how and like to educate the marketplace on imaging technology topics… What would you like to hear about?… Drop a line to info@1stvision.com with what topics you’d like to know more about