While the endless parade of new CMOS sensors get plenty of attention, each bringing new efficiency or features, lighting and lensing are too often overlooked. The classic three-legged stool metaphor is an apt reminder that each of sensor, lighting, and lensing are critical to achieving optimal outcomes.
Lighting matters
If you haven’t investigated the importance of lighting, or want a refresher, see our Knowledge Base resources on lighting. In those illustrated articles, we review the importance of contrast for machine vision, and how lighting is so critical. By choosing the best type of light, the optimal wavelength, and the right orientation, the difference in outcomes can be remarkable. In fact, sometimes with the right lighting design one can utilize less expensive sensors and lenses, achieving great results by letting the lighting do the work.
Pictures worth a thousand words
Before digging into product details on CCS LFXV flat dome lights, let’s take a look at examples achieved without… and with… the selected models.
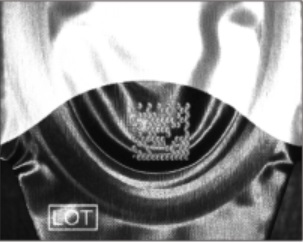
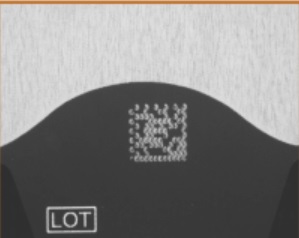
Consider an example from electronics parts identification:


Here’s an example reading 2-D codes from contact lens packages:
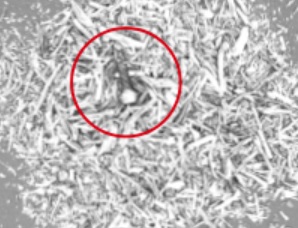
Consider identifying foreign materials in food products, for either automated removal or quality control logging:


More about wavelength
In the images above, you may have noticed various wavelengths were used – with better or worse outcomes. Above we showed “just” white light, red light, and infrared, but blue, green, and UV are also candidates, not to mention SWIR and LWIR. Light wavelength choice affects contrast – not just when using dome lights – see wavelengths overview in our knowledge base.
Key concepts
By way of contrast, let’s first look at the way a traditional dome light works:
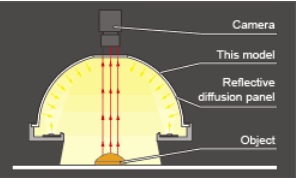
Notice the camera is mounted to the top of a traditional dome light. The reflective diffusion panel coats all the inside surfaces of the dome – except where the camera is mounted. The diffusion pattern created is pretty good in general – but not perfect at hiding the camera hole entirely. If the target object is highly reflective and tends towards flat, one gets a dark spot in the center of the image…. and the application underperforms the surface inspection one hoped to achieve.
So who needs newfangled flat dome lights?
There’s nothing wrong with conventional dome lights per se, if you’ve got the space for them, and they do the job.
Three downsides to traditional dome lights
1. A traditional dome light may leave a dark spot – if the target is flat and highly reflective
2. A traditional dome light takes up a lot of space
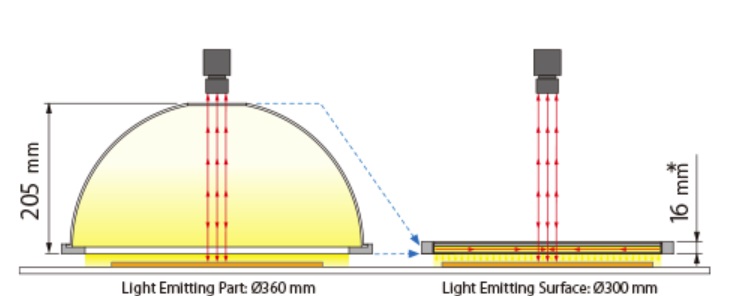
Notice how much space the conventional dome light takes up, compared to a “see through” LED flat dome light. But space-savings aren’t the only benefit to flat dome lights….
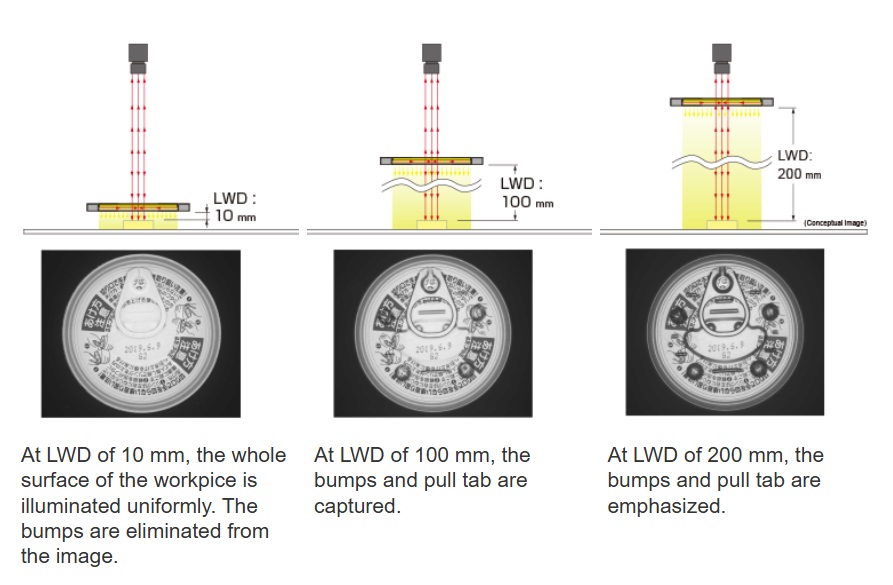
3. Working distance is “fixed” by a traditional dome light
Most imaging professionals know all about camera working distance (WD) and how to set up the optics for the camera sensor, a matching lens, and the object to be imaged, to get the optical geometry right.
Now let’s take a look at light working distance (LWD). Consider the following can-top inspection scenarios:
Wondering how to light your application?
Send us your sample(s)! If you can ship it, we can set up lighting in our labs to do the work for you.

1st Vision’s sales engineers have over 100 years of combined experience to assist in your camera and components selection. With a large portfolio of cameras, lenses, cables, NIC cards and industrial computers, we can provide a full vision solution!
About you: We want to hear from you! We’ve built our brand on our know-how and like to educate the marketplace on imaging technology topics… What would you like to hear about?… Drop a line to info@1stvision.com with what topics you’d like to know more about.